3D печать со временем стала все более популярной, и многие люди начали экспериментировать с различными моделями и параметрами печатного процесса. Однако, при использовании 3D принтера Anycubic Kossel Pulley, могут возникать проблемы в виде неровных попырок и прыщей на распечатках. На первый взгляд, это может показаться незначительной проблемой, но на самом деле она может значительно повлиять на качество и внешний вид продукции.
Одной из причин появления этих дефектов является неправильная настройка параметров печати. Например, скорость экструзии и температура экструдера могут быть установлены неправильно. При слишком высокой скорости экструзии и слишком низкой температуре филамента, между слоями может образовываться промежуток, что приводит к появлению пупырчатых структур.
Еще одной возможной причиной прыщей и пупырок является неправильная настройка слайсера. Слайсер – это программа, которая преобразует трехмерную модель в слои и генерирует файлы для печати. Некоторые слайсеры могут делать неправильные расчёты для заполнения модели или периметра, что может приводить к неровной поверхности и впоследствии к образованию прыщей и пупырок.
Какая бы причина ни вызывала прыщи и пупырки при печати на 3D принтере Anycubic Kossel Pulley, важно обратить на них внимание и попробовать найти решение. Автор данной статьи рекомендует обратить внимание на следующие параметры: скорость печати, температуру экструдера, настройки заполнения и контура модели, а также радиусы и углы модели. При правильной настройке этих параметров, вероятность появления прыщей и пупырок значительно снижается, что позволит получить качественную и гладкую поверхность при 3D печати на Anycubic Kossel Pulley.
Проблема плохое рыхлое заполнение
Одной из распространенных проблем, с которой могут столкнуться пользователи 3D принтера Anycubic Kossel Pulley, является плохое рыхлое заполнение. Эта проблема проявляется в виде неровностей и отверстий в напечатанном объекте, что может существенно ухудшить его качество и прочность.
Причиной плохого рыхлого заполнения могут быть неправильно настроенные параметры заполнения (infill) в слайсере. Под заполнением понимаются внутренние «решетки» или «клетки», которые наполняют объект между его внешним контуром и внутренними периметрами.
Неправильная настройка параметров заполнения может привести к недостаточному заполнению или, наоборот, избыточному. В случае недостаточного заполнения, между внешним контуром и внутренними периметрами остаются незаполненные промежутки, что может вызывать появление прыщей и пупырок.
Если у вас возникла проблема плохого рыхлого заполнения, рекомендуется проверить параметры заполнения в слайсере. Обратите внимание на следующие параметры:
- Наполнение (Infill): Убедитесь, что значение этого параметра находится в пределах оптимальных значений для вашего принтера. Экстренно мелкие значения наполнения могут привести к недостаточному заполнению, а наоборот, слишком большие значения могут вызвать избыточное заполнение.
- Тип заполнения: Используйте различные варианты заполнения (например, сотовое или синусоидальное), чтобы определить, какой тип заполнения дает лучший результат для вашей модели.
- Углы заполнения: Некоторые слайсеры позволяют настроить углы заполнения, что может помочь улучшить качество заполнения и устранить прыщи и пупырки.
- Количество слоев заполнения: Попробуйте увеличить количество слоев заполнения, чтобы усилить прочность вашей модели. Однако не забудьте учесть, что это может увеличить время печати.
Помимо настроек в слайсере, также следует проверить состояние принтера и материалов:
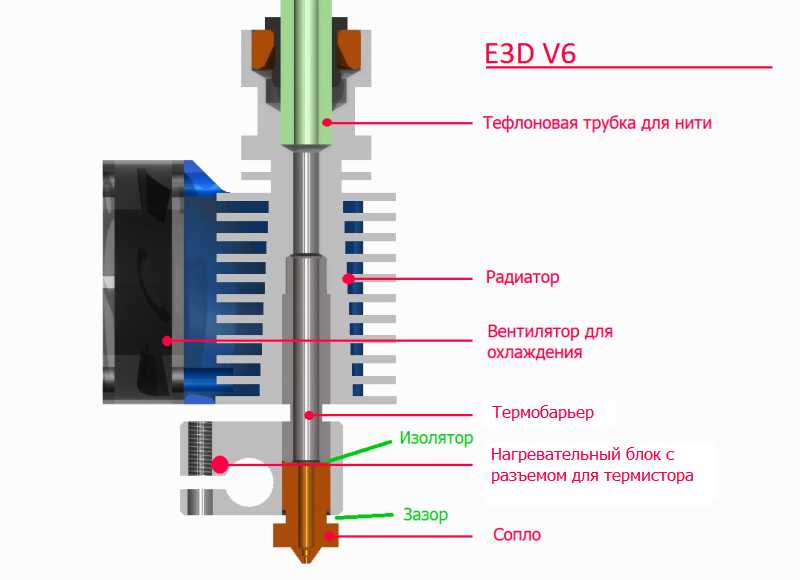
- Сопло (Nozzle): Проверьте состояние сопла на наличие засоров или повреждений, которые могут препятствовать нормальному экструдированию филамента.
- Температура: Убедитесь, что температура экструдера находится в оптимальном диапазоне для материала, который вы используете. Низкая температура может вызвать проблемы с экструдированием, в то время как высокая температура может привести к появлению победы и капель.
Если после проверки данных настроек проблема плохого рыхлого заполнения все еще не решена, попробуйте вручную скорректировать некоторые параметры или обратиться за помощью к сообществам 3D-принтеров. Некоторые пользователи, например, рекомендуют настроить ретракции/отвода филамента или применять другие шаблоны заполнения для устранения прыщей и пупырок.
Итак, причина плохого рыхлого заполнения может быть связана как с настройками параметров в слайсере, так и с состоянием самого принтера и используемого филамента. Регулярная проверка и оптимизация настроек, а также правильное обслуживание принтера помогут избежать проблем и получить качественные печатные объекты.
Проблема 3D принтер внезапно перестает экструдировать
Одна из распространенных проблем, с которыми могут столкнуться пользователи 3D принтера Anycubic Kossel Pulley, связана с внезапной остановкой экструдера. Вместо пластика на печатной поверхности может остаться всего лишь небольшое количество слоев, или вовсе не оставаться никакого следа пластика.
Причина данной проблемы может быть различной:
- Засорение сопла. Если экструдер засорился, то он может перестать корректно подавать пластик на печатную поверхность. Чтобы проверить, засорился ли экструдер, обратите внимание на его кончик. Если он загрязнен или засорен, очистите его от пластика.
- Проблемы с настройками слайсера. Некорректные настройки слайсера могут привести к неравномерному или неполному экструдированию пластика. Проверьте настройки слайсера и убедитесь, что все параметры установлены правильно.
- Проблемы с материалом. Некоторые виды пластика могут быть более подвержены проблемам экструдирования. Попробуйте использовать другой вид пластика и проверьте, решает ли это проблему.
- Перерегулирование параметров принтера. Если значения параметров принтера слишком высокие, это может привести к проблемам с экструдированием. Уменьшите значения этих параметров и посмотрите, помогает ли это.
- Проблемы с деталями принтера. Механические проблемы, такие как неисправность мотора или ремня привода, могут привести к остановке экструдера. Если все остальное не помогло, обратитесь к документации по вашей модели 3D принтера и проверьте, нет ли подобных проблем с его деталями.
При возникновении проблем с экструдером на 3D принтере Anycubic Kossel Pulley, важно обратить внимание на все данные указанные выше, чтобы определить причину и принять необходимые меры для устранения проблемы. В некоторых случаях, может потребоваться настройка параметров принтера или замена некоторых его деталей.
Проблема перегрева при 3D печати

Одной из распространенных проблем при работе с 3D принтерами является перегрев. При перегреве экструдера или нагревательной платы могут возникать прыжки в пластике, пузыри и другие дефекты на печатной модели.
Первым шагом для решения этой проблемы является настройка правильной температуры для печати. Возможно, ваш 3D принтер установлен на слишком высокую температуру, что приводит к перегреву. Попробуйте установить более низкую температуру и пристально наблюдайте за печатью. Если проблема продолжается, установите еще более низкую температуру и продолжайте экспериментировать.
Еще одним способом снизить температуру печати является увеличение скорости печати. Быстрее печать поможет снизить температуру пластика и уменьшить вероятность его перегрева.
Если у вас возникла проблема перегрева только на некоторых участках модели, попробуйте изменить настройки заполнения пространства. Увеличение заполнения на некоторых участках может способствовать лучшей охлаждаемости пластика.
Также стоит обратить внимание на ретракции отвода филамента. Если у вас есть слишком большое расстояние между стенками модели, пластик может начать перегреваться из-за недостаточного времени для охлаждения. Попробуйте установить более короткое расстояние или увеличить скорость ретракции.
Если ваши печатные поверхности имеют неровности, царапины или натеки, возможно, ваш 3D принтер перегрелся из-за засорения филамента. Проверьте и очистите экструдер от филамента или замените его на новый. Также обратите внимание на наличие повреждений на сопле принтера — даже мелкие накаты или щели могут вызвать перегрев.
Одним из вариантов решения проблемы перегрева является установка дополнительных охладителей или вентиляторов для охлаждения экструдера или печатной головки. Это может снизить температуру и устранить причины перегрева.
Проблема царапины на верхней поверхности
Одной из распространенных проблем, которые могут возникнуть при печати на 3D принтере Anycubic Kossel Pulley, является появление царапин на верхней поверхности печати. Эта проблема может иметь несколько причин, и важно понять, как их решить.
1. Неправильное расстояние между соплами и печатной поверхностью
Возможно, проблема происходит из-за неправильного расстояния между соплами и печатной поверхностью. Если сопла слишком близко к поверхности, они могут царапать ее и создавать дефекты. Рекомендуется вручную настроить правильное расстояние между соплами и печатной поверхностью перед началом печати.
2. Некорректные параметры наполнения слайсера
Еще одной возможной причиной появления царапин на верхней поверхности является некорректная настройка параметров наполнения слайсера. Типичные параметры наполнения, такие как скорость наполнения, процент заполнения и структура наполнения, могут влиять на качество печати. Убедитесь, что эти параметры правильно настроены для каждой детали, чтобы избежать появления царапин на верхней поверхности.
3. Высокая температура экструдера
Из-за слишком высокой температуры экструдера некоторые материалы могут быть более подвижными и склонными к появлению царапин на верхней поверхности. Попробуйте снизить температуру экструдера, чтобы избежать этой проблемы.
4. Проблемы с ретрактом
У некоторых филаментов может быть проблема с ретрактом, что означает, что они не могут должным образом переключиться между наполнением и перемещением между контурами. Это может привести к появлению дыр и царапин на верхней поверхности. Убедитесь, что настройки ретракта правильно настроены в слайсере.
5. Неправильно настроены скорости печати
Еще одна возможная причина проблемы с царапинами на верхней поверхности может быть связана с неправильно настроенными скоростями печати. Слишком высокие скорости могут вызывать вибрации и неровности на поверхности печати, что может привести к царапинам. Попробуйте уменьшить скорость печати, чтобы избежать этой проблемы.
В общем, причины появления царапин на верхней поверхности могут быть разными, и каждый случай требует индивидуального подхода. Однако, зная типичные проблемы и настройки, вы сможете справиться с этой проблемой более эффективно.
Проблема натеки и «прыщи» на 3D распечатке
Одна из распространенных проблем, с которой вы можете столкнуться при использовании 3D принтера Anycubic Kossel Pulley, — это возникновение натеки и «прыщей» на распечатке. В этом разделе мы рассмотрим причины, почему такие проблемы могут возникать и предложим некоторые возможные решения.
Причины появления натеки и «прыщей»
Обычно натека и «прыщи» на распечатке связаны с настройками вашего слайсера и параметрами печати. Если печать происходит слишком близко к поверхности или слишком быстро, может возникнуть неконтролируемое втягивание пластика, что приводит к появлению неровных поверхностей и натеков.
Кроме того, если слой наполнения недостаточно плотный или имеет пустоты, между слоями может образовываться промежуток, в котором пластик может прорываться и вызывать «прыщи» на поверхности изделия.
Настройка слайсера и параметров печати
Чтобы решить проблему натеки и «прыщей», стоит обратить внимание на следующие типичные настройки печати:
- Контур (шаг №14): Увеличьте расстояние между потоками пластика, чтобы избежать его неровного распределения на поверхности.
- Наполнение (шаг №14): Увеличьте плотность наполнения, чтобы избежать пустот и промежутков.
- Дальше (шаг №14): Увеличьте значение этого параметра, чтобы предотвратить перегревание и неровное экструдирование пластика.
- Засорился (шаг №14): Увеличьте время прочищания сопла, чтобы избежать засорения и перестановки пластика внутри экструдера.
Прочие решения
Если изменение настроек слайсера не решает проблему, можно попробовать следующие решения:
- Определить причину проблемы: Если возможно, проверьте и проанализируйте распечатку, чтобы понять, какая именно часть изделия вызывает натеки и «прыщи».
- Регулярно прочищайте сопло: Засорение экструдера может вызывать неконтролируемое эструдирование пластика и приводить к проблемам с распечаткой. Периодическое прочищение сопла поможет предотвратить такие ситуации.
- Используете лицевую сторону прикладной программы: Проверьте, что в меню экструдера включена опция «лицевая сторона прикладной программы», чтобы избежать произвольного прокручивания prints.
Внимание! Перед внесением изменений в настройки принтера, рекомендуется сохранить их в отдельном файле, чтобы проще было вернуться к предыдущей настройке в случае неудачного эксперимента.
В заключение, проблема натеки и «прыщей» на 3D распечатке — типичная проблема, с которой могут столкнуться пользователи принтера Anycubic Kossel Pulley. В этой статье мы рассмотрели некоторые возможные причины и решения этой проблемы. Надеемся, что эта информация была полезна для вас и поможет достичь более качественных результатов при печати на 3D принтере.


{kind=link}