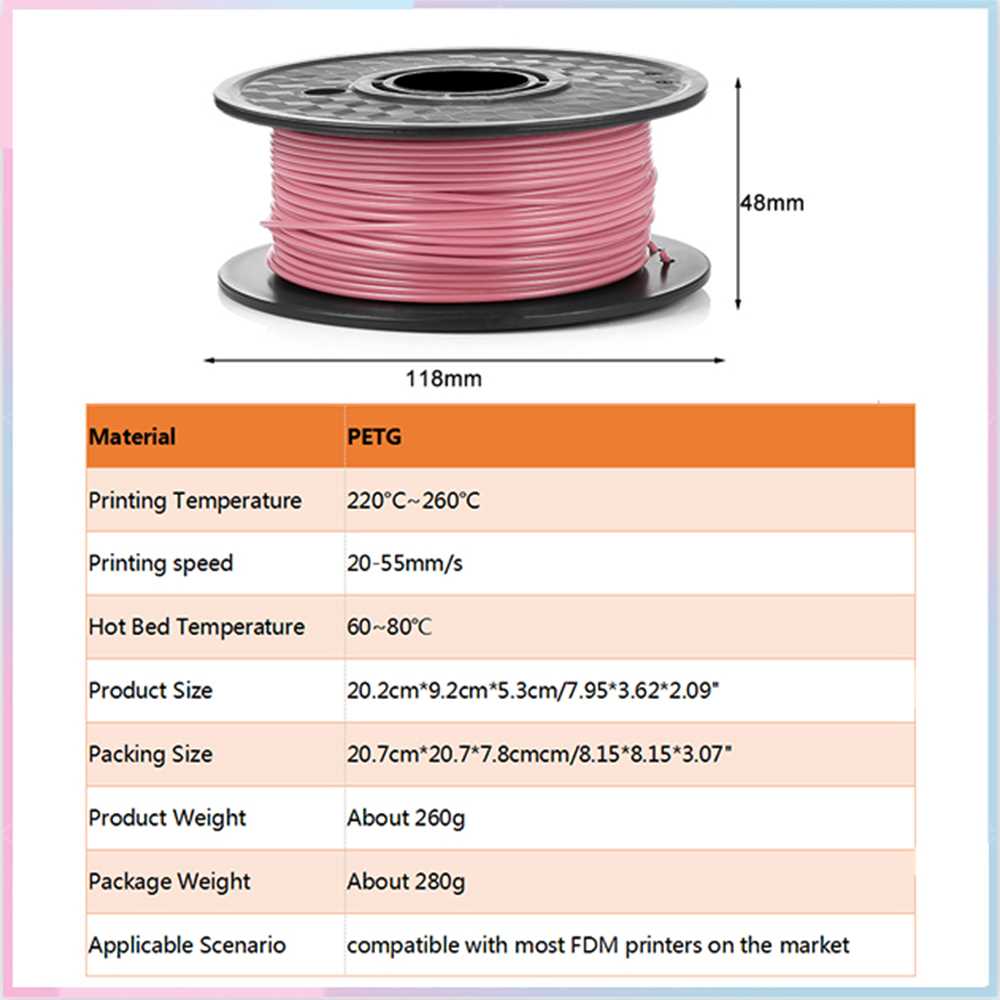
PETG (полиэтилен терефталат с добавлением гликоля) является одним из самых популярных материалов для 3D-печати. Он сочетает в себе прочность, гибкость и устойчивость к воздействию влаги, что делает его идеальным для создания функциональных деталей и повседневных предметов. Благодаря своей высокой тепловой стабильности, PETG также подходит для печати изделий, которые будут подвергаться высоким температурам.
При правильных настройках 3D-печати PETG может работать в широком диапазоне температур и скоростей печати. Настройте температуру экструзии и платформы по рекомендациям производителя материала. Кроме того, помимо стандартных параметров, таких как толщина слоев и скорость печати, стоит обратить внимание на параметры охлаждения. PETG не требует такого активного охлаждения, как PLA, поэтому ограничьте скорость вентилятора до 50-75% с целью избежать слишком резкого охлаждения пластика и возникновения напряжений в изделии.
Одной из самых распространенных проблем при печати из PETG является проблема адгезии, когда пластик не прилипает к платформе или слои начинают втягиваться друг в друга. Для решения этой проблемы рекомендуется использовать температуру печати и платформы в пределах рекомендованных значений, а также применять специальные агенты для улучшения адгезии, например, 3D-печать может применяться в качестве сухого карандаша или слоя для хранения нитрата.
__Совет от Thomas Sanladerer:__ «Если у вас возникли проблемы с адгезией, попробуйте использовать пластиковые агенты для повышения сцепления. Они помогут устранить проблему и обеспечить хорошую адгезию между слоями.»
Помимо адгезии, важно также обратить внимание на другие проблемы, такие как возможное влагопоглощение материала и появление нитей во время печати. Чтобы избежать растрескивания и потери качества печати, рекомендуется хранить PETG в сухом месте и использовать надежные контейнеры для хранения. Для уровня влажности наши эксперты советуют использовать специальные средства, такие как кремниевые пакеты или влагопоглотители.
Для получения оптимальных результатов при печати из PETG рекомендуется настроить параметры экструзии и температуру в соответствии с рекомендациями производителя и провести несколько тестовых печатей. Следуя простым советам и трюкам, представленным на канале Sanladerer на YouTube, вы сможете достичь высокого качества печати из PETG и получить прочные и функциональные детали.
Совет № 1: Воспользуйтесь клеящим карандашом или лаком для волос
Для успешной 3D-печати PETG важно обеспечить правильную адгезию модели к платформе. Поэтому, одним из простых и эффективных способов улучшить сцепление — использование клеящего карандаша или лака для волос. Эти средства создадут слой, на который прилипает пластик, и помогут избежать сдвига или отрыва модели во время печати.
Вот несколько простых шагов, которые помогут вам использовать клеящий карандаш или лак для волос для улучшения адгезии:
- Почистите поверхность платформы от пыли и жира. Это поможет обеспечить более надежное сцепление.
- Нанесите тонкий слой клеящего карандаша или лака для волос на платформу. Покройте всю площадь, где будет располагаться модель.
- Дайте клею или лаку высохнуть полностью перед началом печати. Это может занять несколько минут.
- Отрегулируйте параметры печати в соответствии с настройками PETG. Например, установите более высокую температуру экструзии и стола, чтобы обеспечить хорошую адгезию.
- Печатайте в релакс-режиме или увеличьте время охлаждения между слоями. Это поможет избежать растрескивания модели и улучшит качество печати.
Советуем посмотреть наши видео на YouTube от Sanladerer и Thomas, где они делятся своими советами по печати с PETG и устранению возможных проблем.
Важно помнить, что клеящий карандаш или лак для волос могут усилить адгезию, поэтому после печати может потребоваться некоторое усилие, чтобы удалить модель с платформы. Однако, будьте аккуратны, чтобы не повредить модель или поверхность платформы. Если модель слишком сильно прилипает, можно попробовать использовать небольшой пластиковый отрезок или опорный инструмент для втягивания модели.
При хранении PETG также рекомендуется учитывать его характеристики. Этот материал имеет склонность впитывать влагу, поэтому лучше хранить его в сухом месте или использовать сухие агенты, чтобы предотвратить порчу пластика.
Простые советы по 3D-печати PETG и настройкам 3D-принтера
При 3D-печати с использованием материала PETG, есть несколько простых советов и настроек 3D-принтера, которые могут помочь вам достичь оптимальных результатов. В этом разделе мы рассмотрим некоторые из них.
1. Правильная настройка температуры экструзии
Температура экструзии является одним из самых важных параметров при 3D-печати PETG. Слишком низкая температура может привести к плохой адгезии слоев, а слишком высокая — к перенагреву материала. Начальные значения температуры обычно указываются производителем материала, но для достижения наилучших результатов, стоит провести некоторые тесты и отрегулировать этот параметр в соответствии с вашим конкретным принтером и материалом.
2. Обратите внимание на температуру платформы
Важно также правильно настроить температуру платформы при печати PETG. Обычно, для PETG достаточно установить температуру платформы в диапазоне от 70 до 80 градусов Цельсия. Это помогает обеспечить достаточную адгезию модели на платформе и предотвратить ее смещение во время печати.
3. Охлаждение и избегание втягивания нитей
PETG быстро остывает после экструзии, поэтому настройка охлаждения является важным аспектом при печати этого материала. Избегайте слишком сильного охлаждения, чтобы избежать деформации модели, но также помните, что без охлаждения на некоторых сложных деталях могут возникать проблемы с втягиванием нитей. Экспериментируйте с параметрами охлаждения, чтобы найти наилучший баланс.
4. Хранение материала в сухом месте
PETG подвержен впитыванию влаги из окружающей среды, что может повлиять на его свойства и качество печати. Чтобы избежать таких проблем, рекомендуется хранить материал в сухом месте и использовать влагоотводящие агенты. Если вы заметили, что ваш PETG материал впитал влагу, его можно попробовать просушить в духовке при низкой температуре.
Выводы
Это лишь несколько простых советов, которые могут помочь вам улучшить качество печати PETG на вашем 3D-принтере. Существует много других параметров и настроек, которые можно использовать для достижения лучших результатов, и рекомендуется изучить обзоры и руководства на YouTube и в других источниках, чтобы получить дополнительные советы и рекомендации от экспертов.
Начальные установки
Перед тем как приступить к печати с PETG, необходимо правильно настроить ваш 3D-принтер. В этом разделе мы рассмотрим основные начальные установки для успешной печати из этого материала.
1. Настройка платформы
ADPETG прилипает к платформе гораздо сильнее, чем PLA или ABS, поэтому вам потребуется обеспечить хорошую адгезию с платформой. Вариантов для достижения этой цели много, и каждый может найти свой собственный подход в зависимости от своего оборудования и предпочтений.
Одним из популярных способов является использование лаком для волос, таких как «L’Oreal Elnett Satin Extra Strong Hold Hairspray». Наши другие советы по улучшению адгезии включают охлаждение платформы, использование агентов для повышения адгезии, таких как 3DLAC или «Aquanet Super Hold», и настройку опорных структур.
2. Температура экструзии
Настройка правильной температуры экструзии также является важной частью успешной печати с PETG. В зависимости от вашего 3D-принтера и конкретного материала PETG, может потребоваться некоторое экспериментирование для достижения оптимальных результатов.
Обзоры и советы от опытных пользователей, таких как Sanladerer на YouTube, могут помочь вам определиться с настройками. В целом, настройка температуры в диапазоне 230-250℃ обеспечит достаточную плавность нити для 3D-печати.
3. Настройка скорости печати
PETG имеет более высокую вязкость и длительное время охлаждения, чем PLA или ABS, поэтому рекомендуется печатать с более низкими скоростями, чем в случае с другими пластиками. Обычно рекомендуется установить скорость печати в диапазоне 30-50 мм/с.
4. Уровень охлаждения
Охлаждение также играет важную роль при печати с PETG. Слишком сильное охлаждение может привести к трещинам и деформации деталей, поэтому рекомендуется установить более низкий уровень охлаждения, чем при печати PLA или ABS. Экспериментируйте с разными настройками и выбирайте оптимальное значение для вашего конкретного материала.
5. Избегайте втягивания нити
PETG имеет большую термопластичность, чем PLA или ABS, поэтому сопли на вашем 3D-принтере могут легко втягивать материал обратно в филимент. Чтобы избежать этого, рекомендуется задать большую длину «пулла» филимента в настройках 3D-принтера.
В итоге, корректные начальные установки включают правильную настройку платформы, оптимальную температуру экструзии, скорость и уровень охлаждения, а также избежание втягивания филимента в сопло. Эти советы помогут вам справиться с основными проблемами, с которыми может столкнуться при печати с PETG и достичь качественных результатов.
Тонкая настройка
При экструзии PETG важно учитывать его характеристики и правильно настроить 3D-печать. В данном разделе мы рассмотрим несколько советов и настроек, которые помогут вам достичь оптимальных результатов.
1. Установка температуры
При печати PETG можно использовать режим экструзии в широком диапазоне температур. Оптимальные значения температуры могут изменяться в зависимости от производителя пластика и характеристик 3D-принтера. Однако, обычно рекомендуется использовать температуру экструзии в диапазоне от 230 до 250 градусов Цельсия.
2. Регулировка температуры платформы
Температура платформы также играет важную роль при печати PETG. Рекомендуется установить температуру платформы на уровне 70–80 градусов Цельсия для хорошего сцепления первого слоя с платформой.
3. Охлаждение
В отличие от печати PLA, при печати PETG не рекомендуется использовать сильное охлаждение. Уменьшение вентиляторной скорости или отключение вентилятора во время печати PETG может помочь избежать растрескивания и втягивания пластика.
4. Избегайте влаги
PETG склонен к поглощению влаги из воздуха. Влажный пластик может вызывать проблемы при печати, такие как пузыри и неоднородность слоев. Поэтому рекомендуется хранить PETG в сухом месте и использовать воздухоупорные контейнеры или силикагель для защиты от влаги.
5. Дополнительные советы по устранению проблем
Если у вас возникли проблемы при печати PETG, воспользуйтесь следующими советами:
- При отрегулируйте параметры 3D-принтера согласно настройкам производителя пластика.
- Правильно уровняйте печатную платформу.
- Избегайте использования слишком тонких слоев, так как это может привести к неравномерности и деформации печати.
- Если возникают проблемы с сцеплением первого слоя с платформой, попробуйте использовать клеящий агент (например, лак для волос) или другие средства для улучшения адгезии.
- При печати больших структур рекомендуется использовать более низкую температуру экструзии, чтобы избежать проблем с деформацией.
Воспользуйтесь этими советами и настройками, чтобы достичь наилучших результатов при печати PETG. При соблюдении всех рекомендаций этот материал может стать отличным выбором для вашей 3D-печати.
Совет № 3: Избегайте растрескивания
При использовании материала PETG в 3D-печати одной из основных проблем может быть растрескивание модели во время печати.
Растрескивание может происходить из-за неправильных настроек печати, неправильного хранения материала, а также нарушения влажности или температуры в процессе работы.
Настройки печати
Во-первых, для избежания растрескивания следует правильно настроить параметры печати. Для PETG можно использовать настройки, которые рекомендуют известные эксперты в области 3D-печати, такие как Sanladerer или Thomas Sanladerer.
Во-вторых, очень важно правильно установить температуру печати. PETG может быть пластичным и легко прилипает к соплам, поэтому рекомендуется использовать более низкую температуру, чем для других материалов.
Также стоит обратить внимание на толщину слоев. Если слои слишком тонкие, это может привести к разбуханию материала и возникновению растрескивания. Рекомендуется использовать более толстые слои при печати с PETG.
Хранение и влажность
PETG является гигроскопичным материалом, то есть способным впитывать влагу из окружающей среды. При работе с PETG рекомендуется использовать сухой материал и держать его в хорошо закрытых контейнерах или вакуумных пакетах, чтобы избежать попадания влаги.
В случае, если материал всё-таки пропитался влагой, можно воспользоваться специальными сушащими агентами или сушить его в духовке в течение нескольких часов при низкой температуре.
Охлаждение и опорные структуры
Одним из распространенных причин растрескивания PETG является недостаточное охлаждение слоев. Рекомендуется установить более высокую скорость охлаждения и проверить, чтобы вентиляторы были настроены правильно.
Также для предотвращения растрескивания полезно использовать опорные структуры при печати сложных моделей. Это позволит увеличить стабильность печати и снизить нагрузку на материал.
Совет № 3: Избегайте растрескивания
- Проверьте и правильно настройте параметры печати с использованием PETG
- Настройте низкую температуру печати
- Используйте более толстые слои при печати
- Защищайте материал от влаги и используйте сушащие агенты
- Настройте достаточное охлаждение слоев
- Используйте опорные структуры для увеличения стабильности печати
Соблюдение этих рекомендаций поможет избежать растрескивания при печати с использованием PETG и получить качественный результат.
В печать
При работе с материалом PETG для 3D-печати необходимо учесть ряд характеристик и правильно настроить параметры для получения качественных результатов. В этом разделе мы рассмотрим несколько советов и настроек, которые помогут вам в процессе печати с использованием PETG.
Хранение и температура
PETG – достаточно влагочувствительный материал, поэтому для его хранения следует избегать сырого и влажного места. Рекомендуется хранить PETG в сухом и прохладном месте при комнатной температуре.
Настройка температуры экструзии
Рекомендуемая температура для экструзии PETG обычно составляет примерно 230-250°С. Однако, для лучшего сцепления слоев и избежания растрескивания пластика, вы можете отрегулировать эту температуру на уровне 235-245°С.
Настройка параметров охлаждения
PETG имеет более высокую температуру стеклования по сравнению с PLA, поэтому не требует такого активного охлаждения. Настройте вентиляторы охлаждения на 50-70% для избежания слишком быстрого остывания наложенных слоев.
Использование опорных структур и настройка опоры
PETG имеет свойство более сильно смещаться и подвержен растрескиванию, особенно при создании больших и тонких деталей. Рекомендуется использовать опорные структуры для обеспечения стабильности при печати. Помимо этого, настройте опорные структуры на платформе для более надежной печати. Наши советы по опорным структурам и настройкам опоры смотрите в видео от Thomas Sanladerer.
Использование нитей и агентов сцепления
При использовании PETG часто возникают проблемы с прилипанием пластика к платформе. Чтобы избежать этой проблемы, вы можете использовать нити или агенты сцепления, такие как холодный лак или карандаш. Нанесите их на платформу перед началом печати, чтобы обеспечить лучшую адгезию.
Эти простые советы и настройки могут помочь вам достичь лучших результатов при печати с использованием PETG. Удачи в ваших проектах!
Тонкая настройка параметров печати
Для успешной 3D-печати с использованием PETG важно правильно настроить параметры печати. В этом разделе мы рассмотрим несколько советов по настройке печати с помощью PETG.
1. Уровень адгезии
PETG имеет хорошую адгезию к печатной поверхности, однако для дополнительной адгезии можно использовать лак для нанесения на печатную поверхность перед печатью. Это поможет предотвратить отрывание модели во время печати.
2. Настройки экструзии
Первое, что следует проверить, это правильность настроек экструзии. Если слои недостаточно сцепляются между собой, может возникнуть проблема проникания воздуха между слоями, что может привести к нарушению структуры и появлению растрескивания. Убедитесь, что параметры экструзии правильно настроены для вашего 3D-принтера.
3. Охлаждение
PETG требует более слабого охлаждения, чем другие пластиковые материалы. Переключитесь на более мягкий режим охлаждения, чтобы избежать переохлаждения пластика и снизить риск появления трещин.
4. Сухое хранение
PETG имеет высокую чувствительность к влаге, поэтому важно правильно хранить материал. Держите нити PETG в сухой и герметичной упаковке, чтобы предотвратить попадание влаги. Если пластик поглощает влагу, это может привести к проблемам с печатью, таким как втягивание или появление пузырьков.
5. Правильные температуры
Отрегулируйте температуру экструзии в соответствии с рекомендациями производителя материала. Слишком высокая температура может вызвать переэкструзию, а слишком низкая — недостаточную проницаемость пластика.
Следуя этим советам по настройке параметров печати, вы сможете достичь отличных результатов при работе с PETG.


{kind=link}