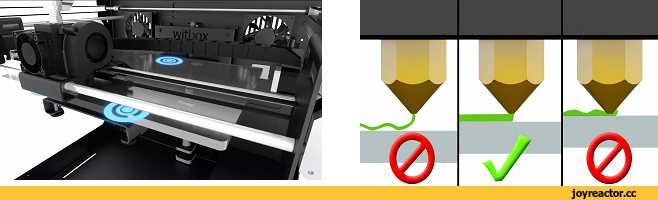
При использовании 3D-печати одной из самых распространенных проблем является неправильная адгезия первого слоя модели на столе принтера. Это приводит к деформации и снижается качество печати.
При выборе материала для стола принтера важно учесть несколько факторов, включая тип печати, поверхность стола и сам материал.
Чтобы повысить адгезию, рекомендуется очистить поверхность стола от пыли и грязи. Для этого можно использовать специальные средства или просто протереть поверхность влажной тряпкой. При необходимости можно также удалить старые покрытия или пленку с подложки.
Существуют различные методы для улучшения адгезии модели к столу принтера. Некоторые люди используют клей-карандаш, чтобы создать легкое покрытие на столе, но это решение не всегда эффективно. Ниже приведены несколько советов и рекомендаций, которые помогут вам достичь лучших результатов.
Регулировка температуры стола
Настройка правильной температуры стола 3D принтера является одним из ключевых факторов для обеспечения хорошей адгезии первого слоя печатной детали. Контроль и изменение температуры стола может играть решающую роль в предотвращении отклеивания или деформации деталей во время печати.
Температурный режим стола зависит от типа используемого материала. Некоторые материалы, такие как ABS, PPSU, PC-ASA, требуют повышенной температуры стола для обеспечения хорошей адгезии. Другие материалы, например, PLA, могут быть печатаемыми уже при нижних температурах.
Существует несколько способов регулировки температуры стола. Один из них — использование различных покрытий и подложек на поверхности стола. Например, для печати с PLA рекомендуется использовать стекло или лаки на поверхности стола. Для материалов, таких как ABS или PETG, рекомендуется использовать специальные пленки или скотч на рабочей поверхности стола.
Другой способ — изменение температуры стола в зависимости от модели и типа пластика. На примере принтеров Ultimaker рекомендуется повышать температуру стола на 5-10 градусов выше, чем рекомендованная для пластика, относящегося к «цветным» или «использовал» категориям.
Важно помнить, что при работе с материалами, требующими повышенной температуры стола, следует быть осторожными. Высокая температура может привести к деформации стола или пластиковых деталей, а также вызвать травмы. Поэтому перед настройкой высокой температуры обязательно ознакомьтесь с руководством к вашему 3D принтеру и рекомендациями производителя материала.
Правило «чем больше, тем лучше» в отношении температуры стола не всегда актуально. Некоторые материалы, такие как PEEK, PEKK, GFCF, требуют более низких температур стола. Поэтому важно учитывать особенности материала и его рекомендации по температуре.
При использовании различных покрытий и подложек на поверхности стола, таких как лаки, пленки или скотч, также обязательно следует обратить внимание на очистку поверхности. Всегда тщательно очищайте стол от остатков материала и старых покрытий для обеспечения хорошей адгезии обрабатываемого материала.
Регулировка температуры стола является важным инструментом для обеспечения хорошей адгезии первого слоя на столе 3D принтера. В зависимости от материала и типа пластика могут быть использованы различные методы и рекомендации. Важно помнить о возможных последствиях при неправильной настройке температуры, а также о том, что каждый принтер может иметь свои особенности и рекомендации по температуре стола.
Определите рекомендованную температуру
Одним из факторов, влияющих на адгезию первого слоя печатаемого изделия, является температура платформы. Рекомендуется находиться в определенном диапазоне, чтобы достичь наилучших результатов.
При использовании пленки на столе принтера, желательно выставлять низкую температуру. Менее 50 градусов Цельсия может быть достаточно для обеспечения адгезии. Если платформа прогревается до более высоких температур, можно столкнуться с проблемами, такими как искривление модели и плохая адгезия.
Для некоторых материалов рекомендуется увеличить температуру платформы. Например, для печати моделей из пластика PC-ABS или PC-ASA, рекомендуется использовать температуру платформы около 100 градусов Цельсия. Также для некоторых пластиков, таких как PEKK, GFCF и PPSU, может потребоваться более высокая температура для достижения хорошей адгезии.
При использовании других типов поверхностей, таких как стекло, рекомендуется нагревать платформу до температур в диапазоне 50-60 градусов Цельсия для обеспечения хорошей адгезии печатаемых деталей.
Важно помнить, что температура платформы должна быть стабилизирована перед началом печати. Рекомендуется дать поверхности платформы достаточное время для высыхания после нанесения клея или покрытия пленкой. Это поможет избежать возможных последствий, связанных с неправильной адгезией.
Также рекомендуется прогревать печатаемую деталь перед началом печати, особенно для крупных моделей. Это поможет улучшить эффективность адгезии с поверхностью платформы и уменьшить напряжение между слоями пластика.
Для улучшения адгезии между печатаемой деталью и платформой также может применяться специальный клей-карандаш или лаки на основе акрила. Эти материалы обеспечивают более надежное сцепление пластика с платформой и могут быть использованы в сочетании с различными типами поверхностей.
Таким образом, определение рекомендуемой температуры платформы является важным шагом для достижения хорошей адгезии первого слоя при печати на 3D принтере. Различные типы пластика и поверхностей могут требовать разных температур, поэтому рекомендуется следовать рекомендациям производителя и проводить тесты для определения оптимальной температуры.
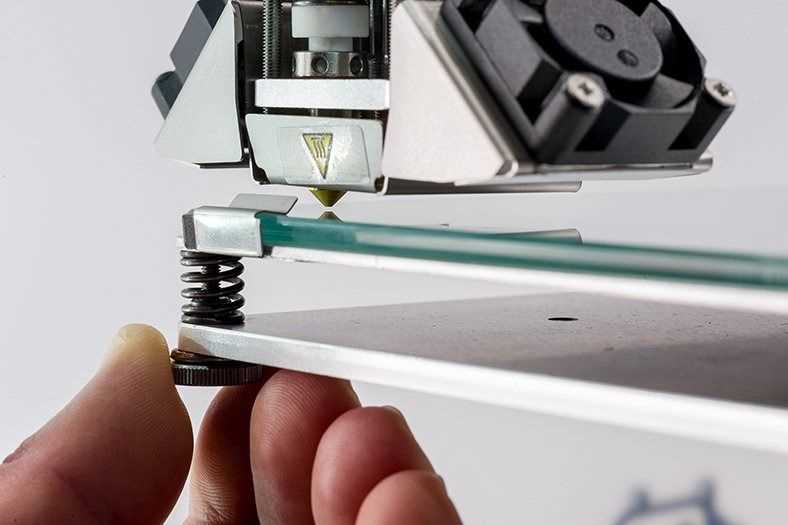
Проверьте равномерность нагрева стола
Одной из главных причин плохой адгезии первого слоя при печати на 3D принтере может быть неравномерное нагревание платформы. Важно, чтобы весь стол был нагрет до нужной температуры, так как это позволяет создать оптимальные условия для сцепления модели с поверхностью стола.
Для проверки равномерности нагрева стола можно использовать простой способ. Рекомендуется нарисовать клей-карандашом равномерную сетку на поверхности принтера или нанести узор на клей-карандаш на пленку, если она используется в качестве рабочей поверхности. Затем, после разогрева стола до нужной температуры, обратите внимание на изменение узора. Если участки на столе нагреваются неравномерно, это может быть причиной плохой адгезии.
Для обеспечения равномерности нагрева рекомендуется использовать рабочую поверхность из материалов, имеющих высокую теплопроводность, таких как стекло или специальные пластики, специально предназначенные для повышенной адгезии.
Однако, некоторые модели и материалы могут требовать низкой температуры стола или имеют особенности, которые могут привести к проблемам с адгезией. В таких случаях рекомендуется установить пленку для стола с повышенной адгезией или использовать специальные средства для удаления адгезионного слоя после печати.
Также следует учитывать, что очистка рабочей поверхности от остатков пластика и других частей модели является важным моментом для стабилизации адгезии и повышения ее эффективности. Неправильная очистка или использование неподходящих средств для очистки может привести к нежелательным последствиям, таким как повреждение поверхности стола или модели.
В зависимости от типа пластика и требований к адгезии, различные типы пленки или специальные средства рекомендуется использовать для обеспечения оптимального сцепления с пластиком. Например, для печати моделей из ABS или PC-ABS рекомендуется использовать пленку, содержащую стекло или углепластик, такую как GFCF или Composites. Для печати моделей из материалов с повышенной требовательностью к адгезии, таких как PPSU или некоторые композиты, рекомендуется использовать специальные адгезионные покрытия или пленку.
Важно помнить, что каждый тип пластика имеет свои особенности и требования в отношении адгезии. Поэтому перед печатью всегда рекомендуется изучить рекомендации производителя и провести тестовую печать для определения оптимальных условий работы с данным материалом и типом пленки.
Правильный выбор материала
Один из ключевых факторов, влияющих на адгезию первого слоя печатной модели на столе 3D принтера, — это правильный выбор материала платформы. Различные пластики имеют разные свойства, поэтому важно выбрать подходящий материал, который обеспечит хорошую адгезию.
Наиболее распространенным материалом для печатных платформ является стекло. Оно обладает гладкой поверхностью, которая обеспечивает хорошую адгезию пластику. Однако на низких температурах пластик может плохо прилипать к стеклу, что может привести к отклеиванию деталей в процессе печати. Для решения этой проблемы рекомендуется использовать специальные клеевые лаки или ленты, например, каптоновый скотч или лак Ultimaker. Они улучшают адгезию, между печатаемым материалом и столом. При этом стол все равно должен быть предварительно очищен от пыли и грязи.
Еще одним вариантом является использование платформы с низкой поверхностной энергией, например, пластика PEKK или PC-ABS. Они обладают повышенной адгезией к различным типам пластиков и могут быть использованы без дополнительных лаков или скотчей. Однако, такие платформы могут быть недостаточно гладкими для печати некоторых моделей, и это может повлиять на качество печати.
Важно помнить, что каждый материал имеет свои особенности, и изменение материала платформы может привести к изменению эффективности адгезии и качества печатаемых деталей. Поэтому перед выбором материала платформы следует обратить внимание на требования к конкретной модели и экспериментировать с разными типами материалов.
Чтобы повысить адгезию пластика к печатной платформе, также можно применить следующие рекомендации:
- Поверхность стола должна быть чистой и пылесвободной.
- Рекомендуется нанести тонкий слой клея на печатную платформу перед началом печати.
- После каждой печати желательно очистить стол от остатков клея.
- При печати моделей с большой площадью контакта с платформой можно использовать подложку из каптонового скотча для улучшения адгезии.
В заключение, выбор материала печатной платформы является важным шагом для обеспечения хорошей адгезии первого слоя на столе 3D принтера. Разные материалы имеют свои преимущества и недостатки, поэтому рекомендуется провести испытания с разными материалами и выбрать наиболее подходящий для конкретной модели.
Выберите материал с хорошей адгезией
Одним из главных факторов, влияющих на успешность печати 3D моделей, является адгезия детали к поверхности стола принтера. Если адгезия не достаточно крепка, это может привести к смещению или деформации модели в процессе печати, а также к сложностям при удалении детали после печати.
Для повышения адгезии на столе 3D принтера рекомендуется выбирать материалы с хорошей сцепной способностью с поверхностью. Есть несколько типичных материалов, которые отличаются высокой адгезией:
- PLA: это один из самых распространенных пластиков, хорошо прилипает к различным поверхностям без использования дополнительных покрытий;
- PETG: отличается высокой адгезией к разным типам поверхностей, таким как стекло, лаковые или клей-карандашные покрытия;
- ABS: обычно требуется использование подложки или пленки для улучшения адгезии. ABS может прилипать к столу, но иногда требуется использование дополнительных методов, таких как нагреваемая платформа или использование лаков;
- Nylon: обладает хорошей адгезией к поверхностям и может также показывать улучшенные результаты с дополнительными пленками или покрытиями;
- PC-ASA: пластик на основе поликарбонатов с добавлением ABS, обладает высокой адгезией и хорошо справляется с печатью моделей с большими напряжениями.
При выборе пластиков для 3D печати смотрите на их адгезию к поверхностям. Для каждого материала рекомендуется использовать определенные способы и средства для улучшения адгезии. Также стоит помнить, что не всегда материалы с хорошей адгезией без проблем удаляются со стола, поэтому важно обеспечить легкую очистку поверхности.
Выбор материала с хорошей адгезией и соответствующих покрытий может существенно повысить эффективность и качество 3D печати. Следуйте рекомендациям производителя материала и экспериментируйте, чтобы найти оптимальное решение для каждого типа печати и модели. Помните, что выбор материала — это основа успешного принта, поэтому уделите этому моменту достаточно внимания.
Учтите особенности материала
При выборе материала для 3D-печати необходимо учитывать его особенности и определить, какие методы улучшения адгезии наиболее подходят для данного материала.
Наиболее часто использованные материалы для 3D-печати включают такие комбинированные материалы, как ABS/PLA-композиты, а также характеристические полимеры, например, ULTIMATUM, FLEX, PC-ASA, PEKK, PPSU и другие.
Для повышения адгезии материала к печатной платформе можно использовать различные методы. Ниже приведены наиболее эффективные методы для разных типов материалов:
- ABS/PLA-композиты: для обеспечения низкой деформации детали и хорошей адгезии рекомендуется использовать пленку или специальные лаки для покрытия стола перед печатью. Также рекомендуется повышенная температура на столе.
- ULTIMATUM: на столе можно использовать пленку, специальные лаки или стекло для обеспечения лучшей адгезии. Этот материал также рекомендуется печатать на низкой температуре.
- FLEX: рекомендуется использовать сменные печатные поверхности для улучшения адгезии и предотвращения деформации. Также желательно проводить очистку адгезионной платформы перед печатью.
- PC-ASA, PEKK, PPSU: для этих материалов рекомендуется использовать пленку или стол с поверхностью из специальных покрытий, таких как Formax. При печати на повышенных температурах также обеспечивается лучшая адгезия.
Всегда помните, что каждый материал имеет свои особенности, и методы повышения адгезии могут отличаться для разных материалов. Перед использованием нового материала обязательно ознакомьтесь с рекомендациями производителя и проведите тестирование на небольших моделях.
Подготовка стола
Одной из причин низкой адгезии первого слоя пластика на столе 3D принтера является неправильная подготовка рабочей поверхности. В этом разделе мы рассмотрим несколько рекомендаций, которые помогут вам улучшить адгезию пластиковых деталей на столе вашего 3D принтера.
- Установите идеальное напряжение скотча на столе. Слишком низкое напряжение может привести к смещению пленки и образованию пузырей во время печати, а слишком высокое – к сложностям при удалении детали после печати.
- Покройте рабочую поверхность стола поверхностью, улучшающей адгезию. Сегодня существует много разных типов покрытий, таких как hobby pc-asa или formax pekk, которые помогут зафиксировать деталь на столе и предотвратить ее смещение во время печати.
- Измените температуру стола в зависимости от используемого материала. Для некоторых типов пластиков рекомендуется нагревать стол до определенной температуры, чтобы обеспечить лучшую адгезию. Узнайте рекомендуемые температуры для разных материалов и настройте параметры принтера соответствующим образом.
- При печати с использованием гибких пластиков (например, flex пленки или ultimatum) желательно использовать подложку с низкой адгезионной поверхностью. Такая поверхность поможет предотвратить соприкосновение пластика с самой платформой принтера и облегчит удаление гибкой детали после печати.
- Перед печатью рекомендуется протереть стол спиртом или другим растворителем, чтобы удалить жир и грязь с поверхности.
- Если ваш стол имеет большие дефекты или царапины, желательно покрыть его слоем лаков или клей-карандашем. Это поможет уровнять поверхность и улучшить адгезию пластика.
Улучшение адгезии первого слоя на столе 3D принтера является важным шагом для получения качественной печати. Следуйте вышеперечисленным рекомендациям и экспериментируйте с различными типами покрытий и настройками температуры, чтобы найти оптимальные условия для вашей модели и материала.
Очистите стол перед печатью
Одним из важных факторов, которые могут повлиять на адгезию первого слоя при печати на 3D принтере, является чистота рабочей платформы. Перед каждой печатью рекомендуется тщательно очистить стол от остатков предыдущих печатных материалов или лаков. Это поможет обеспечить хорошую адгезию между печатной платформой и пластиком.
Существует несколько способов очистки стола перед печатью. Во-первых, можно использовать специальные пленки или скотч, которые создают защитный слой между рабочей поверхностью и печатным материалом. Такие пленки или скотчи легко удаляются после печати и не оставляют следов на платформе.
Также рекомендуется использовать специальные средства для очистки столов. Они обеспечивают более глубокую очистку и позволяют удалить остатки пластика или лака с поверхности платформы. При использовании таких средств важно следовать инструкциям производителя и обязательно соблюдать правила безопасности.
Для наиболее эффективной очистки стола рекомендуется использовать стекло или пленку с низкой деформацией. Это помогает создать ровную поверхность, которая обеспечивает хорошую адгезию пластика к столу.
При использовании различных типов пластика могут быть различные требования к поверхности стола. Например, для печати пластиков с повышенной адгезией рекомендуется использовать специальные пленки или скотчи, которые обеспечивают лучшую сцепление с пластиком. В случае печати пластиков с низкой адгезией рекомендуется использовать пленку или скотч без адгезионного слоя.
Также важно учитывать температуру стола при печати. Некоторые типы материалов, например, ABS, требуют нагрева стола до высоких температур, чтобы обеспечить хорошую адгезию. В таком случае необходимо установить соответствующую температуру и дать столу достаточно времени для стабилизации перед началом печати.
Улучшение адгезии первого слоя на столе 3D принтера является важным шагом для достижения качественных результатов печати. Необходимо помнить, что каждый тип пластика может требовать определенного подхода к очистке и подготовке стола. Рекомендуется ознакомиться с рекомендациями производителей печатного материала и принтера, чтобы достичь наилучших результатов при печати.

{kind=link}