3D печать на фотополимерных принтерах SLA и DLP стала популярным и удобным способом создания различных деталей и изделий. Однако, даже при использовании таких продвинутых технологий, возможны различные дефекты и недостатки в получаемых отпечатках.
Одной из распространенных проблем является деламинация слоев фотополимера. Это происходит, когда слои фотополимера отслаиваются от основания, что приводит к неровностям и ступенькам на поверхности детали. Чтобы избежать этой проблемы, убедитесь, что ваша платформа имеет резервуар подходящих размеров, и правильно управляйте процессом печати.
Еще одним распространенным дефектом 3D печати на фотополимерных принтерах является появление пустот и воздушных мешков внутри детали. Это может быть связано с неправильной опорой и поддержками или загрязнением резервуара принтера. Проверьте и очистите резервуар от мусора и грязи, добавьте поддержек в основание детали, чтобы избежать пустот. Также помогите избежать этого эффекта, используя наилучшие практики для управления печатью и исправляйте проблемы, если они возникают.
Другим распространенным дефектом в 3D печати на фотополимерных принтерах является прогиб или изогнутость стенок детали, которые должны быть ровными и гладкими. Это может быть связано с различными факторами: неправильным настроенным процессом печати, низкой твердостью фотополимера или плохим излучением лазерного или светодиодного источника. Если вы столкнулись с этой проблемой, проверьте настройки печати, качество используемой смолы и рассмотрите возможность обновления источника излучения.
Дефекты 3D печати на фотополимерных 3D принтерах SLA и DLP
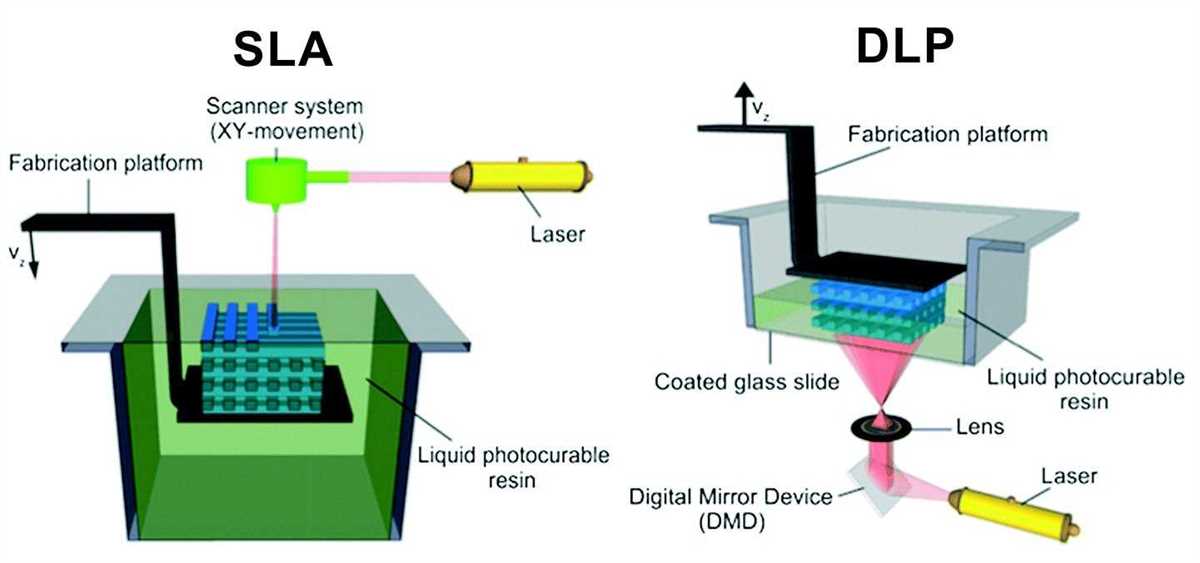
3D печать на фотополимерных 3D принтерах SLA (с действием лазерного луча) и DLP (с проекцией изображения) позволяет создавать детали высокого качества и точности. Однако, как и любая другая технология, они могут столкнуться с рядом проблем и дефектов, влияющих на окончательное качество напечатанной модели.
Высотная разница между слоями
Один из наиболее распространенных дефектов 3D печати на принтерах SLA и DLP — это появление ступенек на поверхности модели. Слои, на которых печатается модель, создаются посредством нанесения и отверждения тонкого слоя фотополимерной смолы. Если разница в высоте между слоями слишком большая, это может привести к неровной поверхности с явными ступенчатыми эффектами.
Недостаточная жидкость
Еще одна проблема, связанная с технологией фотополимерной 3D печати, — это недостаток жидкости в резервуаре. Если во время печати жидкость в резервуаре не скапливается достаточно или платформа, на которой печатается модель, слишком низкая, отпечатанные слои могут быть неполными и иметь недостаточную жидкость. Это может привести к локальным впадинам или даже отсутствию определенных деталей на напечатанной модели.
Загрязнение и повреждения
Другой фактор, который может привести к дефектам 3D печати, — это загрязнение или повреждение поверхности модели или резервуара. Наличие трещин, отверстий или других неровностей на поверхности резервуара или модели может привести к некорректной фиксации или приклеиванию отпечатанных слоев. Это может вызвать неровности или деформацию деталей на модели.
Температура и управление теплом
Технология 3D печати фотополимерных материалов требует точного управления температурой рабочей среды. Если температура слишком высокая или низкая, это может повлиять на свойства фотополимерной смолы и уровень отверждения. В некоторых случаях это может привести к дефектам, таким как недостаточное отверждение слоев, смещение деталей или образование трещин.
Сглаживание и окончательная отделка
Чтобы исправить некоторые дефекты 3D печати на принтерах SLA и DLP, может потребоваться последующая обработка и окончательная отделка модели. Это может включать в себя сглаживание, шлифование или окраску поверхности, чтобы устранить ступеньки, неровности и другие видимые дефекты. Это может быть трудной и трудоемкой процедурой, особенно для сложных и детализированных моделей.
Вывод
Дефекты 3D печати на фотополимерных 3D принтерах SLA и DLP могут быть вызваны различными причинами, включая высотную разницу между слоями, недостаток жидкости в резервуаре, загрязнение и повреждения поверхности модели или резервуара, температуру и управление теплом. Решение этих проблем может потребовать дополнительной обработки и окончательной отделки модели. Важно учитывать эти факторы при работе с фотополимерными 3D принтерами, чтобы достичь оптимального качества печати и получить идеальную модель.
Причины дефектов
Если на вашей напечатанной модели обнаружены дефекты, это может быть вызвано несколькими причинами:
1. Неправильное управление печатью
- Если вы неправильно настроили параметры печати в программе управления принтером, то это может привести к появлению дефектов на модели.
- Также, если вы не используете наилучшие настройки печати для вашего принтера, то качество модели может быть значительно ухудшено.
2. Проблемы с отверстиями и опорами
- Если на модели есть сложные отверстия или опоры, то возможны проблемы при их печати.
- Проверяйте области модели, где должны быть отверстия или опоры, чтобы убедиться, что они напечатаны правильно и без дефектов.
3. Недостаточно поддержек
- Если ваша модель имеет сложную геометрию или большие свесы, то для ее успешной печати может потребоваться использование поддержек.
- Если вы не добавите необходимые поддержки, то это может привести к деформации или расслоению модели.
4. Проблемы с платформой и слоями
- Необходимо убедиться, что ваша платформа равномерно прижимается к печатной поверхности, чтобы избежать неровности в модели.
- Если слои печати не слишком тонкие, это может привести к недостаточной точности модели.
5. Другие причины
- Некачественная компьютерная модель или напечатанная модель может быть причиной дефектов.
- Проблемы с жидкостью и резервуаром в принтере также могут вызывать дефекты на модели.
- Дефекты могут возникнуть вследствие пыли, остатков смолы или мусора в принтере.
- Неправильное отверждение смолы может привести к деформации и расслоению модели.
Решение проблем с дефектами может быть разным в зависимости от конкретной причины. Рекомендуется следить за качеством печати, правильно настраивать параметры печати, использовать необходимые поддержки при печати сложных моделей и регулярно чистить принтер от пыли и остатков смолы.
Способы решения проблем
1. Очистка резервуара
Одной из основных причин дефектов 3D печати на фотополимерных принтерах является загрязнение резервуара смолой, пылью или другими частицами. Для решения этой проблемы необходимо регулярно очищать резервуар с помощью спирта и мягкой щетки. Удаление загрязнений позволяет избежать проблем с присоединением смолы к печатной платформе.
2. Выравнивание печатной платформы
Если фотополимерная смола неправильно печатается и образует впадины или прогибы на напечатанной детали, то причина может быть в неправильном выравнивании печатной платформы. Для устранения данной проблемы рекомендуется основательно проверить и при необходимости поправить выравнивание печатной платформы, чтобы добиться равномерного напыления слоёв фотополимера.
3. Удаление поверхностных дефектов
В некоторых случаях на напечатанных деталях могут появляться поверхностные дефекты, такие как трещины, пустоты или загрязненные поверхности. Для их устранения можно воспользоваться методом удаленного внесения небольшого количества чистого фотополимера на поврежденные участки детали при помощи лазерного или жидкого способа.
4. Управление печатью
Управление процессом печати также является важным фактором при решении проблем 3D печати. Перед началом печати необходимо проверить, что все параметры и настройки принтера настроены наилучшим образом, чтобы избежать возникновения дефектов. Кроме того, обратите внимание на качество моделей, которые были подготовлены для печати. Если модели содержат ошибки, это может привести к появлению дефектов на напечатанных деталях.
5. Материал и резервуар
При выборе фотополимерного материала для печати также следует обращать внимание на его качество и соответствие требованиям проекта. Некачественные или неподходящие материалы могут привести к появлению дефектов. Также необходимо регулярно проверять состояние резервуара и при необходимости заменять его. Загрязненный резервуар может негативно влиять на качество печати и вызывать дефекты.
6. Послепечатная обработка
Для улучшения качества и устранения возможных дефектов можно провести послепечатную обработку детали. В некоторых случаях полезно использовать специальные химические растворы или аппараты для удаления возможных загрязнений или поверхностных дефектов. Также возможна механическая обработка деталей, например, обработка и шлифовка поверхности для устранения неровностей или следов печати.
Отверстия в готовой 3D модели
Одним из дефектов, которые могут возникать при 3D печати на фотополимерных 3D принтерах SLA и DLP, являются отверстия в готовой 3D модели. Они могут возникать в результате недостаточной точности печати или неправильно настроенных параметров.
Такие отверстия могут быть вызваны несколькими причинами. Во-первых, недостаточное сглаживание модели при ее создании может привести к появлению ступенек на поверхности, которые потом печатаются в виде отверстий. Во-вторых, неправильное удаленное отверждение смолы также может вызвать появление отверстий в модели. Наконец, недостаточная температура или время отверждения смолы на платформе печати может привести к появлению отверстий на поверхности.
Если у вас возникают отверстия в готовой 3D модели, рекомендуется проверить следующие вопросы:
- Соответствие компьютерной модели и настроек принтера. Проверьте, что модель печатается в полном соответствии с тем, что вы задали в программе для 3D печати.
- Состояние фотополимерной смолы. Убедитесь, что ваша смола в резервуаре принтера не загрязнена, иначе это может стать причиной появления отверстий.
- Температура и время отверждения смолы. Проверьте, что параметры печати (температура и время отверждения) настроены правильно. Изменение этих параметров может помочь избавиться от дефектов.
- Состояние платформы печати. Убедитесь, что печатная платформа находится в хорошем состоянии и не имеет дефектов, которые могут вызвать появление отверстий.
- Правильное использование поддержек. Если вы печатаете модель с использованием поддержек, убедитесь, что они настроены правильно и не вызывают дефектов в окончательной модели.
В случае если все вышеперечисленные меры не помогли решить проблему с отверстиями в готовой 3D модели, рекомендуется проконсультироваться с производителем принтера либо обратиться за помощью к опытным специалистам в области 3D печати.
Пропуски пустоты в готовой 3D модели
Одним из дефектов, с которыми можно столкнуться при использовании фотополимерных 3D принтеров SLA и DLP, являются пропуски пустоты в готовой 3D модели. Такие пропуски или «дыры» могут быть видны внутри модели или на ее поверхности.
Основной причиной пропусков пустоты является недостаточное заполнение областей модели смолой во время печати. Это может быть вызвано различными факторами, включая неправильную настройку принтера, ошибки в настройке параметров печати или дефекты в самой модели.
Печать плоских моделей, особенно больших размеров, также может привести к пропускам пустоты. В таких случаях смола может не полностью заполнять все области платформы, чем и вызывает появление дефектов на поверхности печати.
Отсутствие поддержки может также быть причиной пропусков пустоты. Во время печати, поддержка помогает модели держаться стабильно и предотвращает ее деформацию. Отсутствие или неправильное использование поддержки может привести к деформации модели или образованию пропусков пустоты.
Как решить проблему:
- Проверяйте модель на наличие дефектов или загрязнений, которые могут привести к пропускам пустоты. Внимательно осмотрите модель и убедитесь, что в ней нет неправильных отверстий или загрязнений.
- Проверьте настройки принтера и убедитесь, что они соответствуют требованиям конкретной модели и материала смолы.
- Печатайте модели с поддержкой, особенно если они имеют сложные геометрические формы или большие размеры.
- Проверьте платформу принтера на наличие загрязнений или дефектов. Очистите ее от пыли или других загрязнений.
- Контролируйте температуру печати и убедитесь, что она оптимальна для конкретного материала смолы.
- Периодически проверяйте результаты печати на наличие пропусков пустоты и, если необходимо, корректируйте настройки принтера или переработайте модель.
Пропуски пустоты являются одним из наиболее популярных дефектов, с которыми сталкиваются пользователи фотополимерных 3D принтеров SLA и DLP. Правильная настройка принтера, использование поддержки и проверка модели и платформы перед печатью помогут избежать данного дефекта и получить наилучшие результаты печати.
Трещины в готовой 3D модели
При 3D печати с помощью фотополимерных 3D принтеров SLA и DLP могут возникать различные дефекты, включая трещины в готовой 3D модели. Причины появления трещин могут быть разными и требуют тщательного анализа для определения причин и способов их устранения.
Недостаточная твердость напечатанной модели
Одной из причин появления трещин может быть недостаточная твердость материала, из которого изготавливается модель. Если материал слишком мягкий или несоответствующей твердости, например, из-за неправильного соотношения компонентов смолы или неправильного оборудования, модель может быть более подвержена образованию трещин.
Пропуски и эффект ступенек
Одной из причин появления трещин может быть неровная поверхность или пропуски в слоях модели. Если слои модели не наложены правильно или есть пропуски в заполнении, то между слоями может возникать слабая связь, что может привести к образованию трещин.
Недостаточное сглаживание и большая высота слоя
Еще одной причиной появления трещин может быть недостаточное сглаживание поверхности и использование слишком большой высоты слоя. Если слой наносится толще, чем необходимо, то между слоями образуется больше напряжений, что может привести к образованию трещин. Также недостаточное сглаживание поверхности ведет к возникновению неровностей, которые могут также привести к трещинам.
Загрязнения и дефекты резервуара принтера
Еще одной причиной появления трещин может быть наличие загрязнений или дефектов в резервуаре принтера. Если резервуар содержит частицы или мусор, то они могут попасть на поверхность модели и внести неровности или причинить другие повреждения, которые могут привести к трещинам.
Дефекты модели и неправильный риггинг
Также причиной появления трещин может быть сама модель или неправильное проведение процесса риггинга. Если модель имеет неровности, плоские области или большую выпуклость для данной технологии печати, то это может привести к возникновению напряжений и образованию трещин. Также неправильный риггинг модели, то есть неправильное разделение модели на слои, может привести к несовершенствам, которые способствуют образованию трещин.
Помогите, моя модель имеет трещины!
Если ваша модель имеет трещины, то следует провести анализ и выяснить причину их появления. Первым делом проверьте настроенность принтера, его режимы печати и качество смеси материала. Также убедитесь в правильности риггинга модели и отсутствии дефектов в резервуаре принтера. Если трещины появляются при определенных размерах модели или при использовании определенной технологии печати, увеличьте размеры модели или перейдите на другую технологию. Возможно, стоит уменьшить высоту слоя и провести более тщательное сглаживание поверхности.

{kind=link}